










The welder’s safety and comfort are the most critical factors in the welding industry. Kemppi is a company that strives…
LATEST ARTICLES

Safety first: common welding hazards
Welding is an important skill that shapes our world, from the vehicles we use to the buildings we live in.…
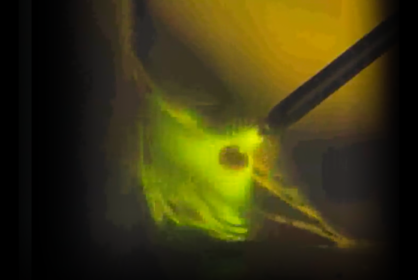
What is pulsed MIG welding, and for what you can use it?
Pulsed MIG/MAG welding is a significant improvement in welding technology, offering accuracy, productivity, and flexibility that conventional welding methods can…
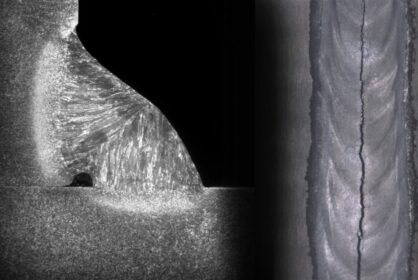
Understanding and preventing common welding defects
Welding demands precision, but even skilled welders can encounter defects. Understanding common welding issues is critical to ensure high-quality results.…

Smoothly integrating a welding power source into a robotic welding system
In today’s advanced manufacturing processes, robotic welding systems have become increasingly common due to their precision, efficiency, and cost-effectiveness. However,…

Get ready for welding automation
Robotic manufacturing technology is more capable than ever. To see how it impacts the welding industry, let’s start by taking…