This post is also available in:  Français
Français Italiano
Italiano
Gas nozzle length is an important feature in a MIG welding torch because nozzle length has an effect in contact tip heat load, contact tip spatter protection and welding current.
If the distance between the contact tip and work piece is too short, the contact tip is prone to failure because of extreme radiation heat from the weld puddle and welding arc. The contact tip and gas nozzle are also prone to spatter sticking to them due to high heat, and spatter sticking to the contact tip hole can cause contact tip burnback. In general, if the contact tip to workpiece distance is too short, pulse welding processes might not work correctly.
A longer nozzle will extend the contact tip to workpiece distance, which leads to a decrease in welding current (most MIG welding processes are constant voltage processes, and therefore the power source will keep the voltage constant as the current is allowed to change). The reduction of welding current is greater if the welding wire has lots of electrical resistance, as is the case with stainless steel wires. On the other hand, aluminum and its alloys have low electrical resistance, and therefore electrode extension length has little effect in welding current.
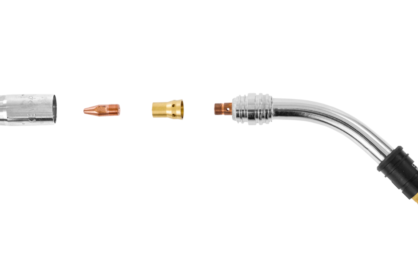
Kemppi offers three gas nozzle lengths and you can choose the model that best suits your application. The short gas nozzle model extends 1.5 mm over the end of the contact tip, the medium nozzle extends 3.5 mm over the contact tip, and the long model has 5.5 mm of extension. The medium nozzle model comes as standard equipment on our torches.

Aluminum welding
Aluminum and its alloys have low electrical resistance and therefore extending the contact tip to workpiece distance does not decrease welding current significantly. Kemppi recommends using the long gas nozzle model for all aluminum welding applications to protect the contact tip from radiative heat and welding spatter.
Ferritic steel welding
Ferritic steel welding wires (also known as mild steels or structural steels) have more electrical resistance than aluminum wires, but not as much as stainless steel wires. When welding thin plates with thin wires, it is recommended to use the short gas nozzle or the medium nozzle model, depending on preference, to ensure good weld puddle control as contact tip to workpiece distance can be kept short and welding current is high.
For medium-power and all-round applications, the middle-length gas nozzle serves as a balancing point between spatter protection and heat protection for the contact tip. A long nozzle is recommended for high-power applications and flux core wire welding. The long nozzle model can also be beneficial in tack welding if the welder prefers to tack by pushing the gas nozzle to the plates in fillet welding. Flux cored wires require the stick out length to be long enough to pre-heat the wire to evaporate any moisture in the core and burn away any lubricants used in wire manufacturing.
Stainless steel welding
Stainless steel wires have high electrical resistance, which causes the welding current to decrease sharply when contact tip to work piece distance is increased. In low- to medium-power applications, a contact tip distance that is too long causes the weld puddle to not flow correctly, which compromises the weld bead appearance and weld penetration. The short gas nozzle model is recommended for most stainless steel welding for better weld puddle control. In high-power stainless steel welding, the medium gas nozzle model can be beneficial, as it provides better spatter and heat protection for the contact tip.
Take a look at the Flexlite welding torch range here: https://www.kemppi.com/en-US/offering/category/accessories/welding-torches/
MIG/MAG welding torch consumables you are able to find here: https://www.kemppi.com/en-US/offering/family/mig-mag-consumables/