





This post is also available in:  Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano
In MIG/MAG welding, the mode of material transfer between the filler wire and the weld pool changes in line with the welding current. The arc transfer mode is selected in line with the welding position, basic material and material thickness:
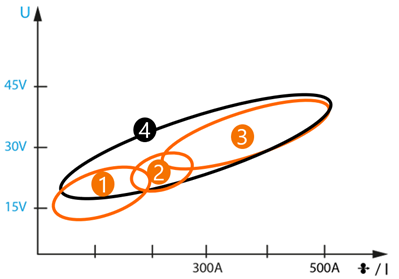
- Short arc
- Globular arc
- Spray arc
- Pulse arc
Short arc welding
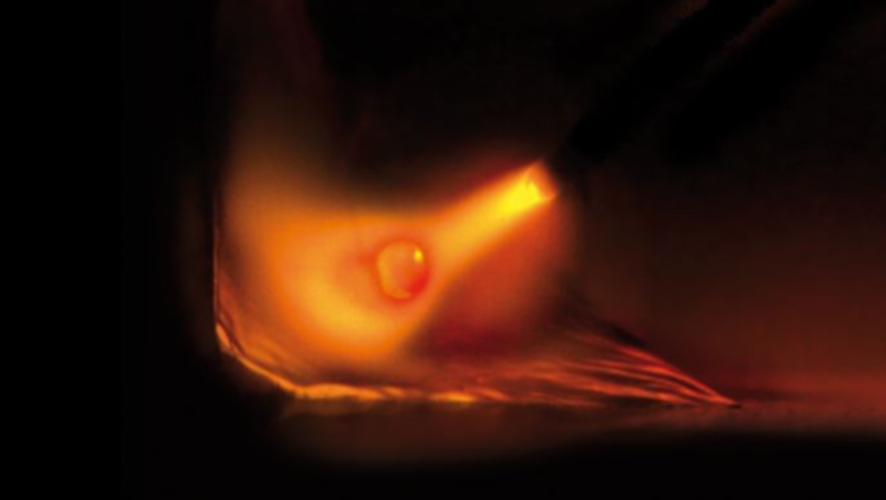
Short arc welding takes place with a low heat input when the welding parameters are 50–180 A and 15–23 V. Contact between the filler material and welding piece causes a short circuit. As a result, the tip of the filler wire heats up and a droplet is transferred to the weld pool. The number of short circuits per second is in the range of 20–200, depending on the welding parameters and the size of the filler wire.
Globular arc welding
Globular arc welding is regarded as an intermediate step between short-arc and spray-arc welding. In this method, the parameters are 180–260 A and 23–28 V. In globular arc welding, both short circuit transfer and spray transfer without short circuits are used to transfer the filler material. The large droplets that arise in the transfer of filler material cause excessive spatter. Usually, steps are taken to avoid the globular arc range.
Spray arc welding
Spray arc welding takes place with a high heat input when the welding parameters exceed 260 A and 28 V. In spray arc welding, the filler material transfers to the welding pool as a spray without short circuiting. The high arc voltage melts the droplet before a short circuit takes place. In spray arc welding, filler material production is high and there is no spatter, but the method is not suited for position welding.
Pulse welding
The pulse welding range covers all power ranges from low to high. In pulse welding, material transfer takes place without short-circuiting. Instead, the machine produces a pulsed current, with each pulse resulting in the generation of a single filler material droplet. Pulsed welding is a versatile method suitable for a wide range of metals.
Kemppi MIG/MAG processes
An overview of all Kemppi MIG/MAG processes and a description of the arc type they use.
Manual MIG
A basic 2-knob control mode that operates with short arc, globular arc and spray arc.
1-MIG
1-MIG is a synergic welding process that operates with short arc, globular arc and spray arc.
With 1-MIG, you can use the WiseFusion, WisePenetration+ and WiseSteel welding functions. WiseFusion adjusts the arc voltage adaptively in all arc types to maintain the optimal short arc length. WisePenetration+ ensures constant current even with varying stick-out lengths.
WiseSteel has optimized characteristics for all arc types. In the short arc range, the WiseSteel process measures the short circuit frequency and adjusts the voltage adaptively. If the short circuit frequency begins to slow down, for example, the voltage is adaptively set lower, which in turn causes the frequency to increase.
Globular arc is a spattering arc type in MAG welding and should normally be avoided. In the WiseSteel process, the wire feed speed varies at a frequency of about 2 Hz between the short arc and spray arc values. This approach ensures that the average power remains in the globular arc range while the welding occurs with short and spray arcs for short periods. The globular arc range of the WiseSteel process is about 200 amperes on both sides and is suitable for a plate thicknesses of 4 to 5 mm.
In the spray arc range, the welding current pulses at a frequency of about 200 to 300 Hz, which improves arc alignment and stability even at low arc voltages. When striving for high welding speeds and low heat input, good arc focusing and low arc voltage (= short arc length) are key. The spray arc range of the WiseSteel process starts at about 250 amperes. It is suitable for horizontal-vertical and flat position welding of steel plates with a thickness of 5 mm or more.
Pulse and DPulse
Pulse and Dpulse are synergic welding processes that operate in the pulse arc area. With Pulse, you can use the WiseFusion and WisePenetration+ welding functions. With DPulse, you can use the WiseFusion welding function.
WiseRoot+ and WiseThin+
WiseRoot+ and WiseThin+ are synergic welding processes that operate in the short arc area. WiseRoot+ is optimized for root pass welding with steel and stainless steel materials. WiseThin+ is optimized for thin sheet welding with steel and stainless steels, and also for MIG brazing.
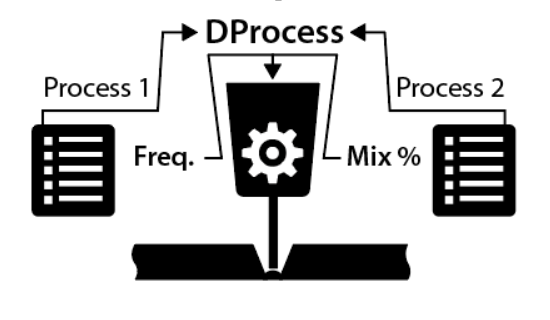
DProcess
Two different welding processes and power levels can alternate. 1-MIG, Pulse, WiseRoot+ and WiseThin+ can be used.
MAX Speed
MAX Speed is a synergic welding process that operates in the spray arc area. It is optimal for steel and stainless steel fillet welds with a 3-8 mm plate thicknesses. It uses high frequency and low amplitude pulsing and the arc characteristics outcome is a short and energy-dense arc.
MAX Cool
MAX Cool is a synergic welding process that operates in the short arc area. It is optimized for root pass and thin sheet welding with steel and stainless-steel materials, and also for MIG brazing.
MAX Position
MAX Position is a synergic welding process that is optimized for vertical-up fillet welds with a 4-12 mm plate thicknesses. High and low welding power cycles alternate, and the arc transfer mode is always pulse arc for stainless steel and aluminum welding. For steel welding, low welding power is short arc and high welding power is pulse arc.
Read more about Kemppi Wise and MAX special processes >>>
Limited offer: Every new X5 FastMig Pulse 400 and 500 A power source and Master M 358, will include free factory-installed MAX Cool and MAX Position arc performance software. The offer is valid until 31.3.2023.




Excellent summary of processes and their advantages/disadvantages.
Helloo Sir i am Mechanical welder SMAW welding expert i have 10+ year of experience in welding. I need a welding job in Italy. I have 5 experience certificate in welding my whatsspp number +8801834405573
From Bangladesh