





This post is also available in:  English
English Français
Français Deutsch
Deutsch Italiano
Italiano
MIG/MAG-hitsauksessa aineensiirtymistapa lisäainelangasta hitsisulaan muuttuu hitsausvirran mukaan. Eri kaarialueita käytetään sen mukaan, mikä on hitsausasento sekä perusaineen materiaali ja paksuus:
- Lyhyt kaari
- Sekakaari
- Kuumakaari
- Pulssikaari
Lyhykaarihitsaus
Lyhytkaarihitsaus tapahtuu pienellä lämmöntuonnilla hitsausparametrien ollessa noin 50–180 A ja 15–23 V. Lisäainelangan osuessa työkappaleeseen syntyy oikosulku, joka kuumentaa langan pään ja saa pisaran kuroutumaan hitsisulaan. Oikosulkujen määrä sekunnissa on noin 20–200 riippuen hitsausparametreista ja lisäainelangan koosta.
Sekakaarihitsaus
Sekakaarta pidetään siirtymäalueena lyhyt- ja kuumakaarihitsauksen välissä, ja siinä hitsausparametrit ovat noin 180–260 A ja 23–28 V. Sekakaarihitsauksessa lisäaine siirtyy sekä oikosulkuina, että suihkumaisena siirtymänä ilman oikosulkuja. Suuripisarainen lisäaineen siirtyminen aiheuttaa paljon roiskeita. Sekakaarialuetta pyritään yleensä välttämään.
Kuumakaarihitsaus
Kuumakaarihitsaus tapahtuu suurella lämmöntuonnilla hitsausparametrien ollessa yli 260 A ja 28 V. Kuumakaarihitsauksessa lisäaine siirtyy hitsisulaan suihkumaisesti ilman oikosulkuja. Korkea kaarijännite sulattaa pisaran ennen oikosulun muodostumista. Kuumakaarihitsauksessa on suuri lisäaineen tuotto sekä roiskeeton hitsi, mutta se ei sovellu asentohitsaukseen.
Pulssihitsaus
Pulssikaarialue kattaa kaikki tehoalueet matalasta korkeaan. Pulssihitsaus on oikosuluton aineensiirron muoto. Pulssihitsauksessa hitsauslaite pulssittaa hitsausvirtaa siten, että yhden virtapulssin aikana irtoaa yksi lisäainepisara. Pulssihitsaus soveltuu monipuolisesti erilaisten metallisten materiaalien hitsaukseen.
Kempin MIG/MAG-hitsausprosessit
Seuraavaksi esitellään kaikki Kempin MIG/MAG-hitsausprosessit sekä kerrotaan mitä eri kaarityyppejä ne hyödyntävät.
Manuaalinen MIG
Perinteinen 2-nuppisäätö toimii lyhyt-, seka- ja kuumakaarialueella.
1-MIG
1-MIG on synerginen prosessi, joka toimii lyhyt-, seka- ja kuumakaarialueella. Sen kanssa voidaan käyttää WiseFusion, WisePenetration+ ja WiseSteel –hitsaustoimintoja.
WiseFusion säätää adaptiivisesti kaarijännitettä kaikilla kaarityypeillä tavoitteena optimaalisen lyhyt valokaaren mitta.
WisePenetration+ varmistaa vakion hitsausvirran vaikka vapaalankapituus vaihtelisi.
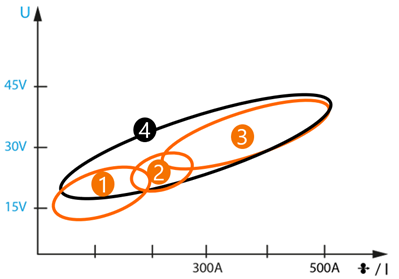
WiseSteel–toiminnolla on optimoidut ominaisuudet kaikilla kaarityypeillä. Lyhytkaarialueella WiseSteel -prosessi mittaa oikosulkutaajuutta ja sen perusteella säätää jännitettä adaptiivisesti. Esimerkiksi niin, että jos oikosulkutaajuus lähtee hidastumaan, jännitettä säädetään adaptiivisesti pienemmäksi, joka taas saa aikaan taajuuden kasvun.
Sekakaari on roiskeinen kaarityyppi MIG/MAG-hitsauksessa ja normaalisti sitä on syytä välttää. WiseSteel -prosessissa langansyöttönopeutta vaihdellaan noin 2 Hz:n taajuudella lyhytkaari- ja kuumakaariarvojen välillä. Tällä tavalla keskimääräinen teho on sekakaarialueella, mutta itse hitsaus tapahtuu kuitenkin lyhyt- ja kuumakaarella lyhyissä jaksoissa. WiseSteel -prosessin sekakaarialue on noin 200 ampeerin molemmin puolin ja soveltuu 4-5 mm levynvahvuudelle.
Kuumakaarialueella hitsausvirtaa pulssitetaan noin 200-300 Hz:n taajuudella, joka parantaa valokaaren kohdistuvuutta ja vakautta myös alhaisella kaarijännitteellä. Valokaaren hyvä kohdistuvuus ja alhainen kaarijännite (=lyhyt valokaaren mitta) ovat avainasemassa, kun tavoitellaan suurta hitsausnopeutta ja pientä lämmöntuontia. WiseSteel -prosessin kuumakaarialue alkaa noin 250 ampeerin tehoista ja se soveltuu 5 mm levynvahvuudesta ylöspäin terästen alapiena- ja jalkoasentohitsauksiin.
Pulse ja DPulse
Pussi ja tuplapulssi ovat synergisiä hitsausprosesseja, joiden aineensiirtyminen tapahtuu pulssikaarella. Pulssilla voidaan käyttää WiseFusion ja WisePenetration+ -toimintoja. Tuplapulssilla voidaan käyttää WiseFusion -toimintoa.
WiseRoot+ ja WiseThin+
WiseRoot+ ja WiseThin+ ovat synergisiä hitsausprosesseja ja niiden aineensiirtyminen tapahtuu lyhytkaarialueella. WiseRoot+ on optimoitu terästen ja ruostumattomien terästen pohjapalkojen hitsaukseen. WiseThin+ on puolestaan optimoitu terästen ja ruostumattomien terästen ohutlevyjen hitsaukseen sekä kaarijuottoon kuparipohjaisilla lisäainella.
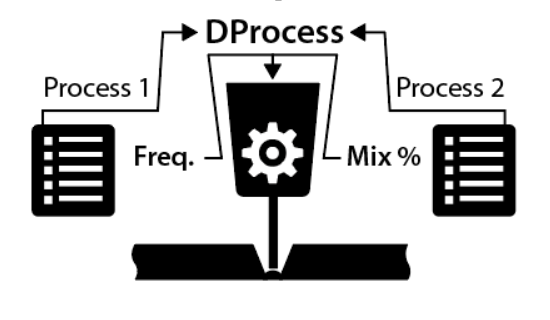
DProcess
Kaksi eri hitsausprosessia ja tehotasoa voivat vuorotella. 1-MIG, Pulse, WiseRoot+ ja WiseThin+ soveltuvat käytettäväksi.
MAX Speed
MAX Speed on synerginen hitsausprosessi, jonka aineensiirtyminen tapahtuu kuumakaarialueella. Se on parhaimmillaan terästen ja ruostumattomien terästen alapienahitsauksessa, kun levyn vahvuus on 3-8mm. Prosessin periaatteena on suuri taajuuksinen, mutta matala amplitudinen pulssi, joka saa aikaan lyhyen ja hyvin kohdistuvan valokaaren.
MAX Cool
MAX Cool on synerginen hitsausprosessi, jonka aineensiirtyminen tapahtuu lyhytkaarialueella. Se on optimoitu terästen ja ruostumattomien terästen pohjapalkojen sekä ohutlevyjen hitsaukseen. Lisäksi sitä voidaan käyttää kaarijuottoon kuparipohjaisilla lisäaineilla.
MAX Position
MAX Position on synerginen hitsausprosessi, joka on optimoitu pystypienahitsaukseen 4-12 mm levyn vahvuuksille. Prosessin periaattena on, että korkea ja matala teho vuorottelevat. Alumiinin ja ruostumattoman teräksen hitsauksessa aineensiirtymismuoto on aina pulssi. Teräksen hitsauksessa matalampi tehojakso on lyhytkaarihitsausta ja korkeampi teho puolestaan pulssikaarihitsausta.
Lue lisää MAX- ja Wise-erikoisprosesseista nettisivuiltamme.


