





This post is also available in:  English
English Suomi
Suomi Français
Français Italiano
Italiano
Beim MIG/MAG-Schweißen ändert sich die Art der Materialübertragung zwischen Schweißdraht und Schweißbad in Abhängigkeit vom Schweißstrom. Der Lichtbogenübergangsmodus wird in Abhängigkeit von der Schweißposition, dem Grundmaterial und der Materialstärke gewählt:
- Kurzlichtbogen
- Übergangslichtbogen
- Sprüchlichtbogen
- Pulslichtbogen
Kurzlichtbogenschweißen
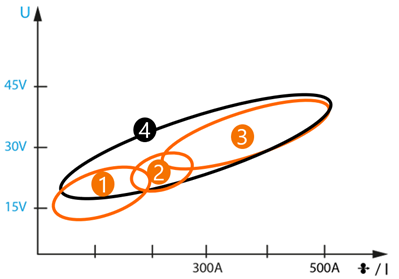
Das Kurzlichtbogenschweißen erfolgt mit geringem Wärmeeintrag bei Schweißparametern von 50-180 A und 15-23 V. Der Kontakt zwischen Schweißzusatzwerkstoff und Schweißstück verursacht einen Kurzschluss. Dadurch erhitzt sich die Spitze des Zusatzwerkstoffs und ein Tropfen wird in das Schweißbad übertragen. Die Anzahl der Kurzschlüsse pro Sekunde liegt zwischen 20 und 200, abhängig von den Schweißparametern und der Größe des Schweißdrahtes.
Übergangslichtbogenschweißen
Das Übergangslichtbogenschweißen wird als Zwischenschritt zwischen dem Kurzlichtbogen- und dem Sprühlichtbogenschweißen angesehen. Bei diesem Verfahren liegen die Parameter bei 180-260 A und 23-28 V. Deshalb wird er auch als Mischlichtbogen bezeichnet. Bei dieser Form entsteht der Werkstoffübergang in einer unregelmäßigen Abfolge von Kurzschlüssen und Sprühübergängen.
Zudem ist durch den im Vergleich zum Kurzlichtbogen erhöhten Strom die Kraftwirkung auf die Schweißtropfen größer, so dass es zu einer vermehrten Spritzerbildung kommt.
In der Regel werden Maßnahmen ergriffen, um den Bereich Übergangslichtbogens zu vermeiden.
Sprühlichtbogenschweißen
Das Sprühlichtbogenschweißen erfolgt mit hoher Wärmeeinbringung bei Schweißparametern über 260 A und 28 V. Beim Sprühlichtbogenschweißen gelangt der Zusatzwerkstoff ohne Kurzschluss in das Schweißbad. Die hohe Lichtbogenspannung schmilzt den Tropfen auf, bevor es zu einem Kurzschluss kommt. Beim Sprühlichtbogenschweißen ist die Abschmelzleistung von Zusatzwerkstoff hoch und es entstehen keine Spritzer, aber das Verfahren eignet sich nicht zum Positionsschweißen.
Pulsschweißen
Das Pulsschweißen deckt alle Leistungsbereiche von niedrig bis hoch ab. Beim Pulsschweißen findet der Materialtransfer ohne Kurzschluss statt. Stattdessen erzeugt die Maschine einen gepulsten Strom, wobei jeder Puls zur Erzeugung eines einzelnen Zusatzwerkstofftropfens führt. Das Pulsschweißen ist ein vielseitiges Verfahren, das sich für eine Vielzahl von Metallen eignet.
Kemppi MIG/MAG-Verfahren
Eine Übersicht über alle MIG/MAG-Verfahren von Kemppi und eine Beschreibung der verwendeten Lichtbogenart.
Manuelles MIG
Ein einfacher 2-Knopf-Steuermodus, der mit Kurzlichtbogen, Übergangslichtbogen und Sprühlichtbogen arbeitet.
1-MIG
1-MIG ist ein synergetisches Schweißverfahren, das mit Kurzlichtbogen, Übergangslichtbogen und Sprühlichtbogen arbeitet.
1-MIG ist ein synergetisches Schweißverfahren, das mit Kurzlichtbogen, Übergangslichtbogen und Sprühlichtbogen arbeitet. WiseFusion passt die Lichtbogenspannung bei allen Lichtbogentypen adaptiv an, um die optimale Kurzlichtbogenlänge zu erhalten. WisePenetration+ sorgt für konstanten Strom auch bei unterschiedlichen Stick-Out-Längen.
WiseSteel hat optimierte Eigenschaften für alle Lichtbogenarten. Im Kurzlichtbogenbereich misst das WiseSteel-Verfahren die Kurzschlussfrequenz und passt die Spannung adaptiv an. Beginnt sich beispielsweise die Kurzschlussfrequenz zu verlangsamen, wird die Spannung adaptiv niedriger eingestellt, was wiederum zu einer Erhöhung der Frequenz führt.
Der Übergangslichtbogen ist ein Mischbogen beim MAG-Schweißen und sollte normalerweise vermieden werden. Beim WiseSteel-Verfahren variiert die Drahtvorschubgeschwindigkeit mit einer Frequenz von etwa 2 Hz zwischen den Werten für den Kurzlichtbogen und den Sprühlichtbogen. Dadurch wird sichergestellt, dass die Durchschnittsleistung im Bereich des Lichtbogens stabil bleibt, während das Schweißen mit Kurzlicht- und Sprühlichtbogen für kurze Zeiträume erfolgt. Der Übergangslichtbogenbereich des WiseSteel-Verfahrens beträgt beidseitig etwa 200 Ampere und ist für eine Blechdicke von 4 bis 5 mm geeignet.
Im Sprühlichtbogenbereich pulsiert der Schweißstrom mit einer Frequenz von etwa 200 bis 300 Hz, was die Lichtbogenausrichtung und -stabilität auch bei niedrigen Lichtbogenspannungen verbessert. Beim Streben nach hohen Schweißgeschwindigkeiten und geringerem Wärmeeintrag sind eine gute Lichtbogenfokussierung und eine niedrige Lichtbogenspannung (= kurze Lichtbogenlänge) entscheidend. Der Sprühlichtbogenbereich des WiseSteel-Prozesses beginnt bei etwa 250 Ampere. Er eignet sich für das Horizontal-Vertikal- und Flachlage-Schweißen von Stahlblechen mit einer Dicke von 5 mm oder mehr.
Puls und Doppelpuls
Puls und Doppelpuls sind synergetische Schweißverfahren, die im Bereich des Impulslichtbogens arbeiten. Mit Puls können Sie die Schweißfunktionen WiseFusion und WisePenetration+ verwenden. Mit Doppelpuls (DPulse), können Sie die Schweißfunktion WiseFusion verwenden.
WiseRoot+ und WiseThin+
WiseRoot+ und WiseThin+ sind synergetische Schweißverfahren, die im Kurzlichtbogenbereich arbeiten. WiseRoot+ ist für das Wurzellagenschweißen von Stahl- und Edelstahlwerkstoffen optimiert, auch zum Fallnahtschweißen geeignet. WiseThin+ ist für das Dünnblechschweißen von Stahl und nichtrostenden Stählen sowie für das MIG-Löten optimiert.
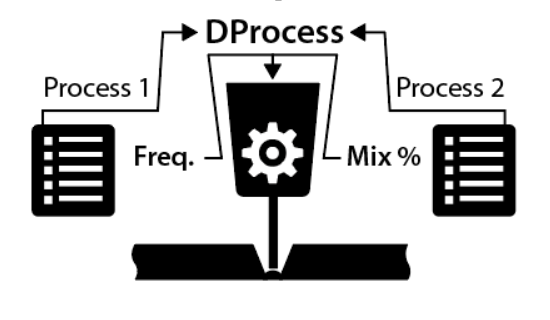
DProzess
Zwei verschiedene Schweißprozesse und Leistungsstufen können sich abwechseln. 1-MIG, Pulse, WiseRoot+ und WiseThin+ können verwendet werden. Besonders geeignet für unterschiedliche dünne Werkstoffpaarungen, Anwendungen im Feinkornstahlbereich, hochfeste zähe Materialien sowie warmfeste Stähle jeglicher Art.
MAX Speed
MAX Speed ist ein synergetisches Schweißverfahren, das im Sprühlichtbogenbereich arbeitet. Es ist optimal für Stahl- und Edelstahlkehlnähte mit einer Blechdicke von 3-8 mm. Es verwendet Hochfrequenz- und Niederamplitudenimpulse und die Lichtbogeneigenschaften ergeben einen kurzen und energiereichen Lichtbogen.
MAX Cool
MAX Cool ist ein synergetisches Schweißverfahren, das im Kurzlichtbogenbereich arbeitet. Es ist optimiert für das Wurzellagen- und Dünnblechschweißen von Stahl- und Edelstahlwerkstoffen sowie für das MIG-Löten.
MAX Position
MAX Position ist ein synergetischer Schweißprozess, der für vertikale Kehlnähte mit einer Blechdicke von 4-12 mm optimiert ist. Hohe und niedrige Schweißstromzyklen wechseln sich ab, und der Lichtbogenübertragungsmodus ist beim Schweißen von rostfreiem Stahl und Aluminium immer Pulslichtbogen. Beim Stahlschweißen ist die niedrige Schweißleistung ein Kurzlichtbogen und die hohe Schweißleistung ein Pulslichtbogen.
Erfahren Sie mehr über Kemppi Wise und MAX Spezialverfahren >>>
Begrenztes Angebot: Jede neue X5 FastMig Pulse 400 und 500 A Stromquelle und Master M 358, wird mit kostenloser werkseitig installierter MAX Cool und MAX Position Arc Performance Software geliefert. Das Angebot ist gültig bis zum 31.3.2023


