This post is also available in:  English
English Suomi
Suomi Deutsch
Deutsch
Nowa norma dotycząca badania technologii spawania (EN-ISO 15614-1:2017) zawiera zalecenia dotyczące pomiaru i obliczania energii liniowej. Co konkretnie oznacza to w kontekście spawania MIG/MAG? I jak w praktyce przeprowadzać te obliczenia w zakładach produkcyjnych?
Wymagania określone w normach
W sekcji 8.4.7 normy EN-ISO 15614-1:2017 zatytułowanej „Heat input (arc energy)” określono następujące warunki nowej procedury badania technlogii spawania:
„Użytkownik może używać albo energii liniowej albo energii łuku (J/mm). Energię łuku należy obliczać zgodnie z normą ISO/TR 18491. Przy obliczaniu energii liniowej należy uwzględnić współczynnik k zgodnie z normą ISO/TR 17671-1. Obliczenia (energii liniowej lub energii łuku) muszą być udokumentowane”.
„Energia łuku i energia liniowa określają ilość ciepła wytwarzanego przez łuk spawalniczy. Do tej pory te terminy były używane zamiennie i odnosiły się do tej samej wartości. Obecnie do ich obliczania używane są inne wzory. Podczas monitorowania spoin użytkownik może używać energii liniowej lub energii łuku obliczanych zgodnie z normą ISO/TR 18491”.
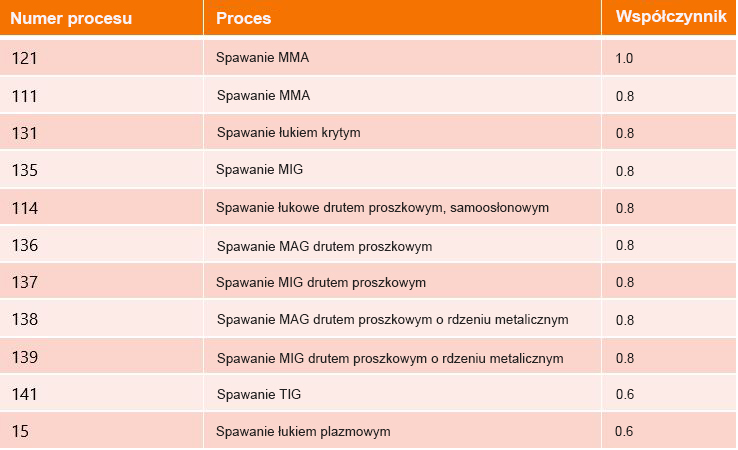
Nowa norma badania technologii spawania odnosi się do raportów technicznych zgodnych z normami ISO/TR 18491 i 17671-1, w których nakazuje się pomiar napięcia łuku jak najbliżej łuku. Pozwala to wyeliminować straty napięcia powstające na kablach spawalniczych. Tabela 1 przedstawia zalecane punkty pomiarowe dla różnych procesów spawania.

Wzory do obliczania energii łuku
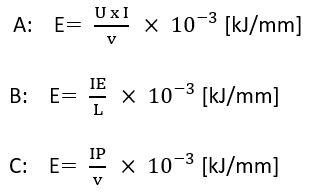
Zgodnie z ISO/TR 18491 do obliczania energii łuku stosuje się wzory A, B i C. Stosowane terminy przedstawiono w Tabeli 2.

Jak stosowane są wzory?
Wzory A, B i C są stosowane do metod spawania w któych przebieg fali nie jest modulowany. Do obliczeń związanych z metodami spawania w któych przebieg fali jest modulowany mogą być używane wyłącznie wzory B i C. Energia chwilowa lub moc chwilowa musi być mierzona za pomocą zewnętrznego miernika, jeżeli urządzenie spawalnicze jej nie wyświetla. W obu przypadkach częstotliwość próbkowania musi być nie mniejsza niż 10-krotna częstotliwość modulacji przebiegu.
Norma ISO/TR 18491 definiuje spawanie z modulowanym przebiegiem fali w następujący sposób:
„Modyfikacja napięcia i/lub bieżącego kształtu przebiegu prądu w procesie spawania mająca na celu kontrolę właściwości takich jak: kształt kropli, wtopienie, kształt jeziorka, kształt spoiny lub sposobów przenoszenia materiału dodatkowego”.
Wzór na obliczenie energii liniowej
Norma ISO/TR 17671-1 określa energię liniową dla różnych procesów spawania i podaje wzór na jej obliczanie:
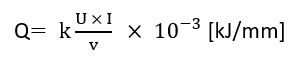
Aby określić energię liniową, musimy najpierw obliczyć energię łuku i pomnożyć ją przez współczynnik sprawności cieplnej. Poniżej przedstawiamy przykładowe obliczenia energii łuku (E) i energii liniowej (Q) dla metody MIG/MAG. Takie obliczenia z wykorzystaniem uśrednionych wartości prądu i napięcia mają zastosowanie tylko w przypadku spawania bez przebiegu modulowanego:

Straty napięcia w kablach spawalniczych
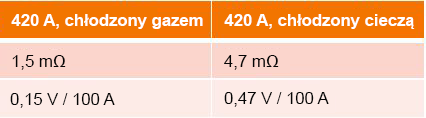
Napięcie łuku musi być mierzone jak najbliżej łuku, aby wyeliminować straty napięcia spowodowane przez kable spawalnicze. Jakie czynniki wpływają w praktyce na straty napięcia?
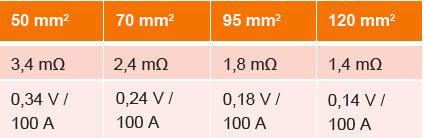
Przykład:
- 30-metrowy kabel pośredni 70 mm2
- 30-metrowy kabel masy 70 mm2
- 420 A, 4,5-metrowy uchwyt spawalniczy chłodzony cieczą
Parametry spawania generowane przez źródło prądu wynoszą 500 A i 39 V (19,5 kW). Straty napięcia wynoszą 9,55 V, a straty mocy 4,8 kW. Wynika z tego, że największe straty napięcia występują w przypadku stosowania długich kabli spawalniczych o małym przekroju poprzecznym oraz wysokich natężeń prądu spawania.
Praktyczne testy spawalnicze
Przyjrzyjmy się ponownie metodzie obliczania energii liniowej przedstawionej w normie ISO/TR 18491. Metoda A, która wykorzystuje uśrednione wartości prądu spawania (I) i napięcia łuku (U) i jest odpowiednia dla spawania bez modulowanego przebiegu kształtu fali. W przeciwieństwie do tego, metody B i C służą do pomiaru energii chwilowej (IE) lub mocy chwilowej (IP), co jest wymagane w przypadku spawania z modulowanym przebiegiem kształtu fali. Metody te mogą być stosowane również w procesach spawania bez modulowanego przebiegu kształtu fali.
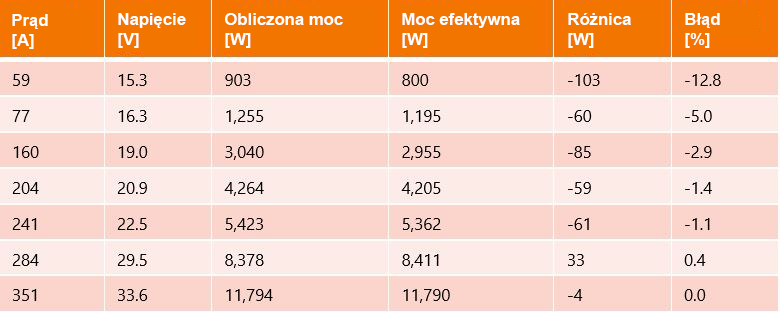
Definicja spawania z modulowanym przebiegiem kształtu fali nie jest jednoznaczna, co może powodować różnice w interpretacji. Dlatego przeprowadziliśmy praktyczne testy spawalnicze w celu zmierzenia mocy rzeczywistej i obliczonej (w obliczeniach przyjęto uśrednione wartości natężenia i napięcia prądu).
Testy przeprowadzono z użyciem urządzenia spawalniczego X8 MIG Welder firmy Kemppi, drutu litego ER70S-6 o średnicy 1,2 mm i mieszaniny gazów Ar + 18% CO2. Użyto metody standardowej i pulsacyjnej MAG z różnymi zakresami mocy.
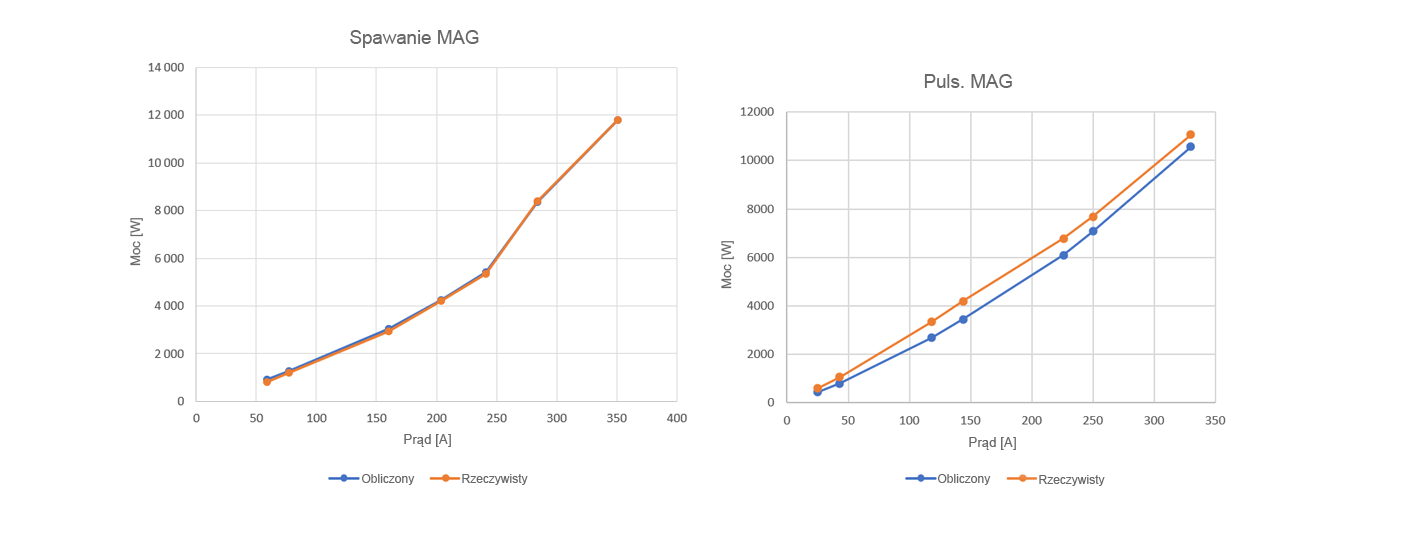
W tabeli 6 przedstawiono wyniki testów spawania metodą MAG, które wykazują wartość błędu 12,8% przy najniższej zmierzonej wartości (59 A). Wraz ze wzrostem mocy błąd maleje i nie jest już istotny przy prądach o natężeniu powyżej 200 A.
W tabeli 7 przedstawiono wyniki testów spawania MAG prądem pulsacyjnym, z których wynika, że błąd występuje w całym zakresie mocy. Błąd względny jest największy przy niskim poziomie mocy.

Jak nowoczesne urządzenia spawalnicze MIG/MAG ułatwiają obliczanie energii liniowej
Obliczanie energii liniowej nie musi być trudne; najnowsze urządzenie spawalnicze MIG/MAG firmy Kemppi ułatwia te obliczenia. X8 MIG Welder mierzy napięcie łuku bezpośrednio na końcówce prądowej, aby wyeliminować straty napięcia. Oblicza moc chwilową zgodnie z normami i ma częstotliwość próbkowania do 20 000 Hz. Urządzenie pozwala również określić prędkość spawania w momencie, gdy spawacz podaje długość spoiny po zakończeniu spawania. Następnie urządzenie automatycznie wyświetli rzeczywistą energię liniową.
Ta funkcja ułatwia m.in. wypełnianie protokołów kwalifikowania technologii spawania (WPQR), ponieważ wymagane informacje dotyczące parametrów spawania, prędkości spawania i energii liniowej są automatycznie generowane przez jednostkę X8 Control Pad po zakończeniu spawania.

Jakie więc płyną z tego wnioski? Z punktu widzenia obliczeń energii liniowej pomiary napięcia powinny być przeprowadzane jak najbliżej łuku ze względu na straty napięcia powodowane przez kable spawalnicze. W przypadku spawania pulsacyjnego MAG, w obliczeniach należy stosować moc rzeczywistą, ponieważ pewien poziom błędu występuje w całym zakresie mocy.
Wykonywanie obliczeń na papierze przez inżynierów spawalników już nie wróci, ponieważ najnowsze urządzenia spawalnicze MIG/MAG robią to automatycznie i wyświetlają precyzyjne wartości energii liniowej.