







This post is also available in:  English
English Suomi
Suomi
Podczas spawania metodami MIG/MAG zajarzenie łuku ma kluczowy wpływ na jakość spoin. Każda niestabilność powoduje powstawanie odprysków, które trzeba następnie usuwać, co pochłania zasoby i zmniejsza wydajność w zastosowaniach przemysłowych. W nowoczesnym sprzęcie spawalniczym dostępne są nowe technologie, które wspomagają zajarzenie i kontrolę łuku.
Co ważne, końcowa jakość wykonanych złączy spoczywa w rękach spawacza. Wykwalifikowani specjaliści tworzą bezpieczne i niezawodne spoiny, używając instrukcji WPS do kontroli zmiennych parametrów i wyboru odpowiedniego procesu spawania. Ale każdy specjalista, aby zapewnić doskonały efekt końcowy, potrzebuje doskonałych narzędzi… I nie inaczej jest w branży spawalniczej.
Wybierz dobrze, zapłać tylko raz
Tak samo jak w innych branżach, wybór sprzętu jest ważny i może mieć decydujący wpływ na ogólną wydajność. Na rynku jest wielu producentów obiecujących cuda za niewielkie pieniądze, ale, jak uczy doświadczenie, na takie oferty zawsze lepiej uważać.
Kemppi to fiński producent sprzętu spawalniczego, słynący z jakości, niezawodności i innowacyjności swoich rozwiązań, które dostarcza klientom już od 70 lat. Nasze produkty nigdy nie były tanie, ale każdy, kto je kupił z pewnością może uczciwie przyznać, że „wybrał dobrze i zapłacił raz” za wiele lat niezawodności. Jednak w dzisiejszych czasach wartość sprzętu spawalniczego nie kończy się na niezawodności. Sprzęt musi zapewniać szeroką gamę korzyści spawalniczych, gwarantujących wiele korzyści dla ogólnej kontroli kosztów i jakości spawania.
Niższe koszty obróbki po spawaniu dzięki doskonałemu zajarzaniu łuku
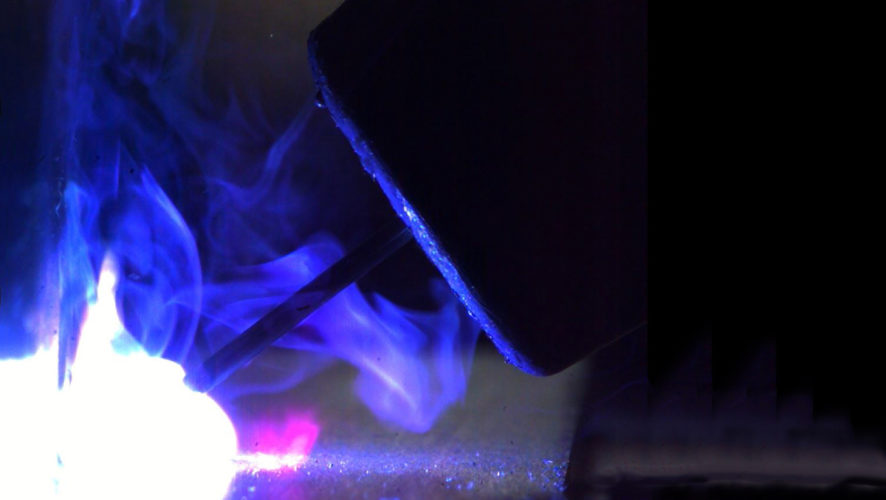
Weźmy na przykład zajarzanie łuku. W spawaniu metodą MIG/MAG jest to pierwszy punkt, w którym może dochodzić do niepotrzebnego wzrostu kosztów. Spawacze zajarzają łuk setki razy dziennie, a w procesie spawania MIG/MAG w każdym cyklu zajarzania powstają odpryski. Są one niepożądanym efektem procesu, który po zakończeniu spawania należy usuwać, co generuje niemałe koszty dodatkowe związane z robocizną i materiałami ściernymi. Dlatego lepsza kontrola tego kluczowego procesu elementu może znacząco obniżyć koszty i podnieść ogólną jakość.
Opracowana przez Kemppi technologia Touch Sense Ignition (TSI) służy właśnie do kontroli zajarzania łuku elektrycznego Technologia TSI lepiej kontroluje szczegółowy proces cykli zajarzania łuku MIG/MAG, ostatecznie redukując odpryski i koszty procesu czyszczenia po spawaniu.
Czystsze i stabilniejsze cykle zajarzania dzięki Touch Sense Ignition
Tradycyjne zajarzanie łuku w spawaniu metodą MIG/MAG wymaga precyzyjnej kontroli przeciwstawnych elementów. Na przykład po naciśnięciu spustu uchwytu spawalniczego mechanizm podawania drutu zaczyna podawać drut spawalniczy w kierunku obrabianego elementu ze stałą, ustawioną wcześniej prędkością. Końcówka drutu na moment dotyka spawanej powierzchni, co wywołuje zwarcie, ale drut spawalniczy będzie nadal wysuwać się z ustaloną prędkością. Ta energia mechaniczna powoduje odepchnięcie uchwytu od powierzchni, przenosi się na ramię spawacza i niekorzystnie wpływa na precyzję sczepienia.
Co ważne, gdy tylko drut spawalniczy zetknie się z obrabianym elementem, powstaje obwód spawalniczy, a temperatura drutu zaczyna gwałtownie rosnąć, do tego stopnia, że materiał dodatkowy zaczyna się deformować, aż w końcu zapada się do punktu, w którym następuje zwarcie wtórne. Dzieje się to kilka razy na sekundę podczas początkowego cyklu zajarzania. W wielu maszynach spawalniczych jest to proces względnie bezwładny i zmienny, powoduje powstawanie rozprysków stopionego materiału, które przylegają do obrabianej powierzchni i muszą być później usuwane, co wiąże się z dodatkowymi kosztami.
Technologia TSI firmy Kemppi rozwiązuje te problemy związane z zajarzaniem, dzięki kontroli parametrów systemu. Po pierwsze, drut spawalniczy przesuwa się w kierunku elementu roboczego w normalny sposób, ale, co istotne, zatrzymuje się w momencie zetknięcia ze spawaną powierzchnią, kiedy nastąpi zwarcie spawalnicze. W tym momencie materiał dodatkowy cofa się nieznacznie i powstaje łuk pilotażowy, podgrzewający końcówkę drutu spawalniczego, po czym następuje stabilizacja mocy łuku na poziomie ustawionym w systemie, powstaje jeziorko spawalnicze i można kontynuować spawanie. Co ważne, poziom odprysków jest w tym przypadku znacznie zredukowany, a cykle zajarzania są czystsze, stabilne, dokładne i niezawodne.
Technologia Touch Sense Ignition jest obecnie oferowana jako funkcja standardowa w nowym przemysłowym systemie spawalniczym MIG/MAG X5 FastMig. Już dziś zamów wersję demonstracyjną, aby przetestować i porównać to rozwiązanie z używanym obecnie. Jeżeli chcesz dowiedzieć się więcej na temat technologii TSI lub testów i prób sprzętu X5 FastMig, skontaktuj się z lokalnym przedstawicielem handlowym Kemppi lub lokalnymi partnerami Kemppi.